A Lean Six Sigma első említése az 1990-es évek végéről és a 2000-es évek elejéről származik. A „kombinált módszertan” gyakorlati alkalmazásának elterjedése a „Lean Six Sigma” elméleti koncepciójának megalkotását eredményezte, és ez volt a domináns téma:
- „Lean Six Sigma: Combining Six Sigma with Lean Speed”, 2002, Michael L. George könyve
- „Hat szigmába dőlve: Hat szigmához vezető út példázata és lean vállalkozás”, 2003, Barbara Wheat, Chuck Mills és Mike Carnel könyvel
A Lean Six Sigma megköveteli a Lean és Six Sigma eszközök újraminősítését a gyártási és minőségi folyamatokban való szűk körű alkalmazhatóságuktól kezdve minden olyan műveletig, amely bizonyos eredményeket produkál (pl. állásjelölt kiválasztási folyamat). Az adatelemző eszközök és technikák (Six Sigma) és a pazarlás megszüntetésének (Lean) filozófiájának kombinációja egyedülálló lehetőségeket kínálhat az üzleti hatékonyság javítására.
Hogyan do Az ellátási lánc problémák beleférnek a Lean Six Sigma módszertan?
Vizsgáljuk meg, hogyan alkalmazható a Lean Six Sigma egy ellátási láncra egy gyakorlati példán keresztül. Képzelje el, hogy webáruházat működtetünk, és ismételten kapunk panaszokat a vásárlóktól a rendelés hibáira (pl. hiányzó vagy sérült tételek). A rendelési hibák mérésére a „tökéletes rendelési arány” KPI-t használjuk. A tökéletes rendelési arány jelenlegi szintje 84.6%, ezt szeretnénk >95%-ra emelni.
A tökéletes rendelési arány, hasonlóan a legtöbb más ellátási lánc KPI-hez, a Lean módszertan szerint a hulladék 8 formájának egyikévé fordítható, és ezt a hulladékot „hibának” nevezik. A hibák három okból is károsítják a vállalkozást:
- A hibák rontják a vásárlói elégedettséget
- A hibák utándolgozást igényelnek
- A hibák késéseket okoznak
Az alacsony tökéletes rendelési arány minőségi probléma is, amely a Six Sigma domináns témája, és a rendeléskezelési folyamat jelenlegi minőségi szintje messze van a 3.4 hibától millió rendelésre, ami Six Sigma cél (sok esetben ez egy elérhetetlen, ideális állapot, ami folyamatos fejlesztési igényt eredményez).
Az összes fő ellátási lánc KPI-je (Tökéletes rendelési arány, Cash-to-Cash Time, Supply Chain Cycle Time, Kitöltési arány, Készletforgalom) összekapcsolható a Lean Six Sigma módszertan által kezelt problémakategóriákkal.
Hogyan alkalmazzuk a DMAIC ciklust az ellátási lánc problémáira?
A DMAIC, amely a Define, Measure, Analyze, Improve és Control rövidítése, a Lean Six Sigma módszertanban a probléma megoldásának szabványos módja. A legjobb módja annak, hogy a DMAIC ciklust működés közben lássuk, ha alkalmazzuk a korábban említett tökéletes rendelési arány problémára.
1. Határozza meg a fázist. Eszközök, amelyek segítségével jobban megérthetjük a tökéletes sorrendi arány problémáját:
- Értékáramlás feltérképezése részletes vizuális ábrázolást nyújthat a folyamat lépéseiről, és feltárhatja a lehetséges szűk keresztmetszeteket.
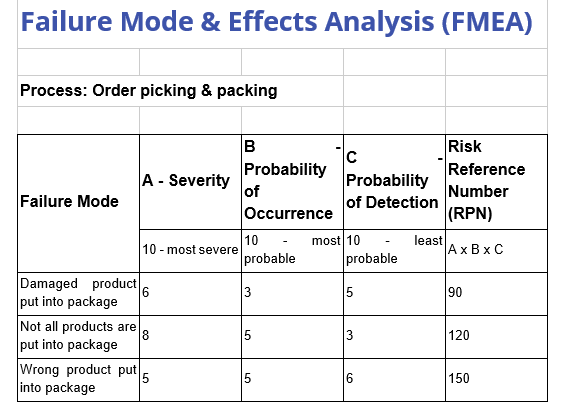
- Hibamód és hatások elemzése segít azonosítani a lehetséges „hibamódokat”, és rangsorolni, mely lehetséges hibákat kell először kezelni.
 2. Mérési fázis. A tökéletes rendelési arány problémájának mérésére használható eszközök (magán a KPI-n túl):
2. Mérési fázis. A tökéletes rendelési arány problémájának mérésére használható eszközök (magán a KPI-n túl):
- Trend diagramok feltárhat egy lehetséges összefüggést a két üzleti esemény között – a tökéletes rendelési arány csökkenése összefüggésben van az új raktárüzemeltetővel?
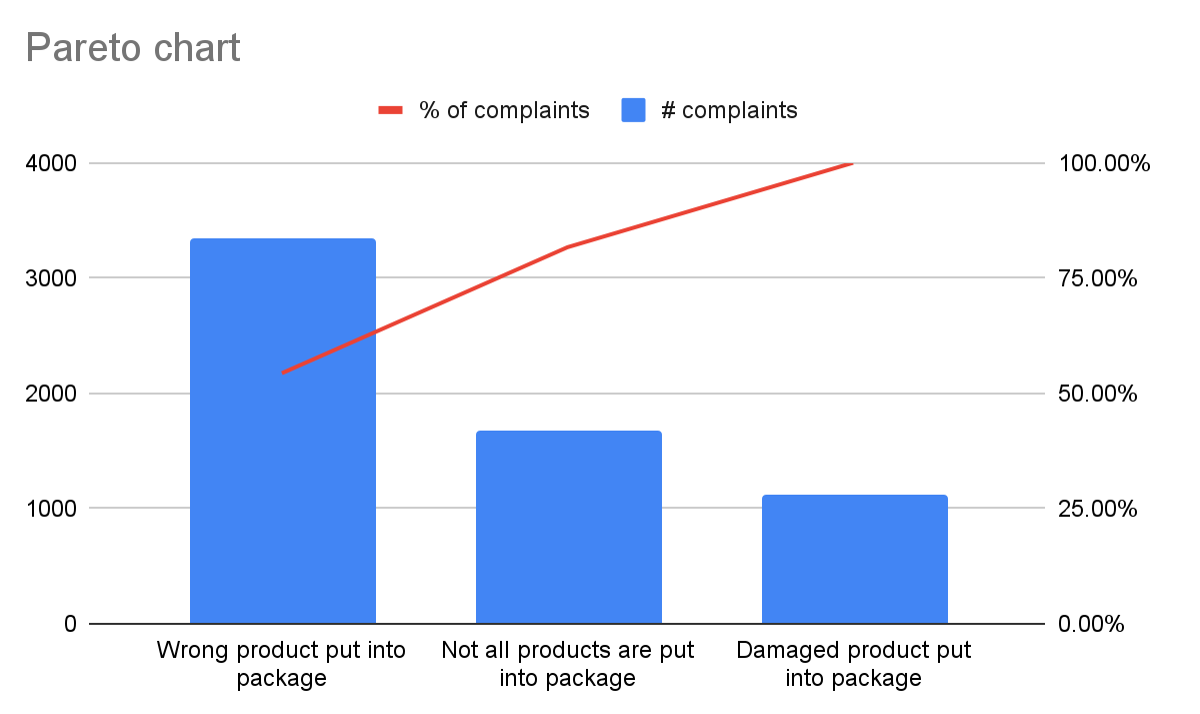
- Pareto diagramok a 80-20 szabály vizuális megjelenítése. Előnyös lehet a Pareto-diagramok és az FMEA párosítása a hibamódok súlyosságának meghatározásához (pl. a hibamódok 20%-a okozza a vásárlói panaszok 80%-át).
 3. Elemzési fázis. A tökéletes rendelési arány probléma elemzésére használható eszközök:
3. Elemzési fázis. A tökéletes rendelési arány probléma elemzésére használható eszközök:
- A Ishikawa diagram általános kategóriákra bontva határozza meg a kiváltó okokat.

- Regresszió analízis egy hatékony statisztikai eszköz, amely felhasználható a trenddiagramok segítségével azonosított trendek közötti korreláció mértékének megértésére. A korreláció nem feltétlenül jelent ok-okozati összefüggést, de értékes támpontot adhat arra vonatkozóan, hogy melyik irányba kell keresni a probléma megoldását.
4. Javítási fázis. Az előző DMAIC-szakaszokkal ellentétben a fejlesztési szakasz alig van szabványosítva. Szinte minden fejlesztés egyedi, és az üzleti helyzettől függ. Van azonban egy általános eszköz, amelyet szinte minden vállalat széles körben használ:
- Ötletbörze egy olyan fogalom, amely nem igényel bemutatást. Azonban két megközelítés létezik, amelyek javíthatják az ötletbörze hatékonyságát:
- Kérd meg a résztvevőket, hogy írják le ötleteiket az ötletbörze előtt. Ellenkező esetben a vita a leghangosabb résztvevők által diktált irányt veheti fel, és sok hasznos ötlet elveszhet.
- Az ötletbörze eredménye általában túlságosan optimista. Kérjen meg egy csoportot, hogy fontolja meg a lehetséges akadályokat és azt, hogyan csökkentheti a kudarc valószínűségét. Ennek kreatív módja, ha megkérjük a résztvevőket, képzeljék el, hogy a javasolt megoldás 1 év múlva meghiúsult. Kérd meg őket, hogy alkossanak egy történetet arról, hogy mi történt rosszul.
5. Kontroll fázis. A gyártási folyamatok irányításának legjobb eszköze a statisztikai folyamatvezérlés. Sajnos a legtöbb nem gyártási folyamat esetében szerény alkalmazhatósága van. A tökéletes rendelési arány problémájának optimális megoldása a tökéletes rendelési arány KPI folyamatos elemzése lesz.
A szerzőről
 Vladyslav Bahniuk, aki jelenleg igazgatósági tagként és marketingelnökként dolgozik a lengyelországi Supply Chain Management Professionals Councilnál, tapasztalt szakember, aki mélyen ismeri az ellátási lánc digitális technológiáját, az értékesítési és műveleti tervezést, valamint a fejlett adatelemzést. A több iparágat, köztük a gyógyszergyártást, a tanácsadást, a háztartási készülékeket és az FMCG-t is átfogó sikertörténettel Vladyslav következetesen innovatív megoldásokat kínál, és hatásos változásokat hajtott végre.
Vladyslav Bahniuk, aki jelenleg igazgatósági tagként és marketingelnökként dolgozik a lengyelországi Supply Chain Management Professionals Councilnál, tapasztalt szakember, aki mélyen ismeri az ellátási lánc digitális technológiáját, az értékesítési és műveleti tervezést, valamint a fejlett adatelemzést. A több iparágat, köztük a gyógyszergyártást, a tanácsadást, a háztartási készülékeket és az FMCG-t is átfogó sikertörténettel Vladyslav következetesen innovatív megoldásokat kínál, és hatásos változásokat hajtott végre.
- SEO által támogatott tartalom és PR terjesztés. Erősödjön még ma.
- PlatoData.Network Vertical Generative Ai. Erősítse meg magát. Hozzáférés itt.
- PlatoAiStream. Web3 Intelligence. Felerősített tudás. Hozzáférés itt.
- PlatoESG. Carbon, CleanTech, Energia, Környezet, Nap, Hulladékgazdálkodás. Hozzáférés itt.
- PlatoHealth. Biotechnológiai és klinikai vizsgálatok intelligencia. Hozzáférés itt.
- Forrás: https://www.allthingssupplychain.com/how-can-the-lean-six-sigma-methodology-be-applied-to-supply-chain-problems/?utm_source=rss&utm_medium=rss&utm_campaign=how-can-the-lean-six-sigma-methodology-be-applied-to-supply-chain-problems
- :van
- :is
- 1
- Ötvenes évek
- 300
- 420
- 8
- 84
- 95%
- a
- Rólunk
- Szerint
- Akció
- címzett
- fejlett
- majdnem
- Is
- an
- elemzés
- analitika
- elemez
- és a
- bármilyen
- készülékek
- Alkalmazás
- alkalmazott
- alkalmaz
- megközelít
- VANNAK
- AS
- kérdez
- At
- el
- vissza
- BE
- előtt
- előnyös
- BEST
- Jobb
- között
- Túl
- bizottság
- igazgatósági tag
- könyv
- szűk
- üzleti
- de
- by
- hívott
- TUD
- jelölt
- eset
- esetek
- kategóriák
- Okoz
- okai
- bizonyos
- lánc
- Szék
- változik
- Táblázatos
- táblázatok
- chuck
- kombináció
- kombinálása
- vállalat
- panaszok
- koncepció
- Vonatkozik
- Fontolja
- következetesen
- állandó
- tanácsadó
- folyamatos
- ellenőrzés
- kontrolling
- korrelációs
- Összefüggés
- Tanács
- teremt
- teremtés
- Kreatív
- Jelenlegi
- Jelenleg
- vevő
- Ügyfelek
- ciklus
- dátum
- adatelemzés
- Adatelemzés
- találka
- csökkenés
- meghatározott
- Annak meghatározása,
- Fok
- szállított
- függ
- részletes
- Határozzuk meg
- diktált
- digitális
- digitális technológia
- irány
- vita
- do
- Nem
- uralkodó
- le-
- hajtott
- Csepp
- e
- Korábban
- Korai
- hatékonyság
- hatások
- hatékonyság
- megszüntetése
- Eter (ETH)
- események
- Minden
- példa
- feltárása
- alaposan
- Sikertelen
- Kudarc
- messze
- kitöltése
- vezetéknév
- megfelelő
- fmcg
- A
- formák
- ból ből
- cél
- Csoport
- Legyen
- segít
- Kezdőlap
- Hogyan
- How To
- azonban
- HTTPS
- Fáj
- ideális
- ötletek
- azonosított
- azonosítani
- kép
- hatásos
- javul
- javulás
- in
- Beleértve
- Növelje
- iparágak
- újító
- bele
- leltár
- IT
- tételek
- maga
- Munka
- utazás
- jpg
- Késő
- szint
- valószínűség
- összekapcsolt
- néz
- elveszett
- Elő/Utó
- Fő
- vezetés
- gyártási
- sok
- Marketing
- max-width
- Lehet..
- jelent
- intézkedés
- találkozó
- tag
- említett
- megemlíti
- Módszertan
- Michael
- mikrofon
- millió
- hiányzó
- Mód
- módok
- szerény
- a legtöbb
- többszörös
- keskeny
- szükségszerűen
- Szükség
- Új
- Most
- akadályok
- of
- on
- ONE
- online
- online áruház
- működés
- Művelet
- operátor
- Lehetőségek
- optimálisan
- Optimista
- érdekében
- rendelés
- Más
- másképp
- teljesítmény
- pár
- Pareto
- résztvevők
- mert
- tökéletes
- gyógyszerek
- fázis
- filozófia
- tervezés
- Plató
- Platón adatintelligencia
- PlatoData
- Lengyelország
- potenciális
- erős
- Gyakorlati
- bemutatás
- előző
- Fontossági sorrendet
- Probléma
- problémák
- folyamat
- Folyamatok
- termel
- szakmai
- tehetséges alkalmazottal
- mélységes
- javasolt
- ad
- világítás
- Arány
- hányados
- miatt
- kap
- rekord
- TÖBBSZÖR
- képviselet
- szükség
- megköveteli,
- Felbontás
- eredményezett
- kapott
- mutatják
- gyökér
- Szabály
- futás
- értékesítés
- fűszerezett
- lát
- kiválasztás
- szolgáló
- ülés
- súlyosságát
- kellene
- Sigma
- hasonló
- helyzet
- SIX
- megoldások
- Megoldások
- SOLVE
- feszültség
- állapota
- szabvány
- állványok
- Állami
- statisztikai
- Lépései
- tárolni
- Történet
- siker
- kínálat
- ellátási lánc
- ellátási lánc menedzsment
- táblázat
- Vesz
- technikák
- Technológia
- hogy
- A
- azok
- Őket
- téma
- elméleti
- Ott.
- ezt
- idő
- nak nek
- szerszám
- szerszámok
- vágány
- múlttal
- lefordított
- tendencia
- Trends
- forgalom
- kettő
- megért
- megértés
- sajnálatos módon
- egyedi
- nem úgy mint
- használ
- használt
- hasznos
- segítségével
- rendszerint
- Értékes
- ének
- akar
- Raktár
- volt
- Hulladék
- Út..
- we
- ment
- Mit
- ami
- lesz
- val vel
- ír
- Rossz
- év
- zephyrnet










